Preventative maintenance has long been understood to deliver a range of benefits to industrial processes and their operators; minimising downtime and extending service life, reducing operational costs and improving productivity. Karl Metcalfe, technical support at AEMT, looks at expanding this principle and investigating energy savings at the same time
With standard electric motors available off the shelf from several different outlets, many on a 24/7 basis, the question is why keep spare motors on site? It’s a view many in the industry share when the motor is running without problems.
However, what some in the industry fail to recall is the problems that arise from a breakdown: loss of production, down time, the sourcing of a replacement, as well as the removal and fitting of the replacement once it has arrived. What we all know is that the breakdown will always occur when you are trying to meet a deadline or running at full capacity. You can never accurately predict a shutdown due to a motor failure.
Operators may say: “If we had a motor on the shelf, we would only save a few hours”. This is true. However, they are missing the point: the way a spare motor should be used is not as a reaction toa breakdown but to prevent it.
A spare motor should be part of a rotational maintenance system (a 12 month rotation for example), a planned shutdown when production is low or when equipment is offline, at a time of the manufacturer’s choosing. This motor should then be sent away to be checked, serviced and back in the stores ready for the next planned rotation.
The practice of rotational maintenance was used for many years in industry, new motors were not as readily available as they are today, but now we have other issues to consider, such as the environment. Rather than continuing to buy new motors and throwing the old ones away, why not service what we have and reuse them.
This process can be kicked off with a site survey that can help to identify motors you could possibly be without for a few days and the motors that are critical to your production. The majority of AEMT members offer this service as well as providing an overhaul of your spare motors, backed by advice on improving efficiency and reducing energy consumption.

Everyone would like to save on energy costs, but where do you begin? Pumps and fans are a great place to start with the use of inverters or variable speed drives. For applications where motors are not running at full power, the introduction of electronic speed control can offer significant savings.
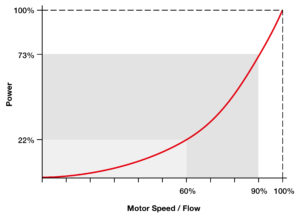
This is especially true for applications involving centrifugal fans or pumps. Reducing the speed by 10% reduces the power consumed down to approximately 73% immediately, saving energy and money. This is made possible because of the relationship between the speed and power of a fan or pump, which is called the Cube Law:
Flow is proportional to speed (10% slower = 90% flow).
Torque is proportional to speed squared.
Power is proportional to speed cubed.
Therefore: 0.9 x 0.9 x 0.9 equals approx. 73% of the power.
So in real terms, a 22 kW extraction fan running at full load at around 90% efficiency for 8 hours per day during 3 shifts Mon-Fri (4,160 hours each year) at 10p per kWh costs £8,231.00 each year to run. If we slowed the fan to 90% speed, we would save 27% or £2,222.00 pounds every year. This saving is around the price of a 22 kW variable speed drive so your investment pays back in around a year.
Understanding these principles and applying them to real life applications can deliver quantifiable savings for process operators. AEMT members have the practical industry expertise to offer advice and effective solutions that can improve performance and reliability while reducing operating costs.




