|
Food processing plants typically run their equipment for 16 to 20 hours a day, yet a Forbes report claims that manufacturers face an average of 15 hours downtime per week. This translates into increased operation costs and disruptions in the supply chain, causing delays in deliveries. Here Tom Cash, director of Siemens parts supplier, Foxmere, explains how the role of condition-based maintenance (CBM) helps maintenance engineers recognise gross defects before catastrophe strikes. CBM is a strategy that monitors the actual condition of an asset to decide what maintenance needs to be done. Using sensors, this strategy dictates that maintenance should only be performed when specific indicators show decreasing performance or upcoming failure. Checking a machine for these indicators include non-invasive measurements, visual inspection, performance data and scheduled tests. Condition data can then be gathered at specific intervals or continuously, as is done when a machine has internal sensors. Simply put, the primary goal of CBM is to optimise equipment maintenance practices by monitoring real-time data and responding to the actual condition of assets. It aims to prevent unplanned downtime, reduce maintenance costs and extend equipment lifespan by conducting maintenance activities only when necessary. Better than predictive maintenance? Although similar, CBM differs from predictive maintenance in its approach. Yes, both strategies involve real-time data and analytics, but CBM is a broader concept that covers various maintenance strategies driven by equipment condition. Predictive maintenance, on the other hand, specifically relies on data analysis and machine learning to predict when equipment failures are likely to occur. As the name suggests, this method focuses on predicting when equipment failures might occur, with the aim to pre-emptively address issues. That’s not to say that CBM can’t include predictive maintenance as one of its components. However, it encompasses other techniques, such as preventive and corrective maintenance, based on observed conditions. Therefore, the question food maintenance engineers should ask is, what strategy best suits your requirements? For instance, CBM is suitable for equipment impacted by variations in operating conditions, like temperature, pressure or flow rates, as continuous monitoring ensures consistent product quality. Whereas predictive maintenance is valuable for predicting failures in equipment critical to maintaining specific processing conditions, like heat exchangers or refrigeration systems. CBM for food safety Food safety problems can have many root causes. A significant number of incidents reported to the Rapid Alert System for Food and Feed (RASFF), which is established by the European Union to ensure a high level of food safety and protect public health, are caused by contaminations with extraneous material. Such material includes metal pieces coming from broken equipment, grease or detergent remnants. In fact, heavy metals represented the fourth most often notified hazard category in the RASFF from 1980 to 2016. Contamination is arguably the biggest risk to any food and beverage manufacturing firm. As a result, these companies should be looking at new technologies, like IoT sensors, to ensure food safety as well as improving overall equipment effectiveness. Monitoring the condition of bearings and metal detection equipment that impact food safety eliminates the risk of metal parts ending up in the food. As mentioned above, an advanced and very welcome development is the use of sensors, which trigger timely cleaning to avoid contamination risks. Calling upon the support of parts suppliers, like Foxmere, food manufacturers can source these sensors in their journey in making CBM, or predictive maintenance for that matter, a reality. These tools allow you to identify where the choke points are in your food and beverage production lines proactively, rather than reactively. As, after all, these efforts are geared towards helping maintenance engineers recognise gross defects before a catastrophe, like contamination, strikes. To ensure that your business is amongst those thriving, contact Foxmere today for a no-obligation quote on automation equipment ranging from replacement or obsolete parts to complete robotic systems.
|

Instrumentation Excellence Awards: Make your nomination for Thermal Imaging & Vision Systems Product of the Year
Is there a standout thermal imaging product that has helped you maintain your machinery? Perhaps you have an innovative vision product? If the answer is yes, then now is the time to nominate that product for an Instrumentation Excellence Award. The Instrumentation Excellence Awards (IEAs) celebrate the very best from the world of test, measurement, sensing and control.
The 2024 awards ceremony, organised by Instrumentation Monthly publisher Datateam Business Media, will take place on 24 October at the Grand Connaught Rooms and will once again take place alongside the Electronics Industry Awards, making it the night of the year for networking.
Entering the Awards is quick, easy and completely free of charge – so there’s no need to delay! To make your entry really stand out from the crowd, it is recommended that you try to include a comprehensive overview of the product or company that you have nominated. There is even the option to include supplementary documents like data sheets and images alongside your nomination.
Nominations close soon so visit www.instrumentationawards.co.uk to make your nomination and to find out more about the Instrumentation Excellence Awards.

ABB and Cap Clean Energy collaborate to help sustainable aviation fuel production take off
ABB has signed an agreement with Cap Clean Energy to collaborate on sustainable aviation fuel (SAF) production sites in the Canadian provinces of Manitoba, Saskatchewan and Alberta. As part of the Memorandum of Understanding (MoU), ABB will explore how its automation, electrification and digital technology – including the ABB Ability™ System 800xA® distributed control system and eHouse modular substation solutions – can optimize the biofuel facilities.
Once operational, Cap Clean Energy’s facilities will produce ultra-low carbon SAF from non-combustion conversion of cereal crop by-product feedstocks that do not compete with food. The sites will also incorporate carbon capture and storage (CCS) technology to reduce CO2 emissions.
For the aviation industry to reach net zero targets by 2050, a substantial increase in production will be needed to create the blend of 65 percent aviation fuel required to meet demand, according to the International Air Transport Association. Progress is being made, with SAF volumes reaching over 600 million liters in 2023 – double the amount produced in 2022 – and an expectation to triple in 2024.
“We are proud to collaborate with Cap Clean Energy and realize our joint vision of driving scale on sustainable fuels as part of the energy transition,” said Brandon Spencer, President of ABB Energy Industries. “The potential for SAF has never been greater, and this agreement demonstrates our commitment to supporting a low-carbon future with innovative clean technology.”
As part of its Tracking Clean Energy Progress 2023 report, the International Energy Agency (IEA) says aviation accounts for two percent of global energy-related CO2 emissions, having grown faster in recent decades than rail, road or shipping. Currently SAF accounts for less than 0.1 percent of all aviation fuels consumed, so to increase its use to 10 percent by 2030, in line with the Net Zero Emissions Scenario, investment in capacity needs to be ramped up alongside supportive policies.
“We are delighted to collaborate with ABB, which has a long history of delivering integrated automation, electrical and digital technology that drives operational efficiency,” said Steve Polvi, CEO of Cap Clean Energy. “Together, we will work on enabling the production and delivery of SAF and RD into strategic North American markets, supporting society with more sustainable energy and allowing the aviation industry to achieve its net zero goals.”
Cap Clean Energy’s biofuel facilities will be designed as modular systems capable of rapid production scale-up. The concept can then be applied as part of a wider, long-term rollout across a network of integrated and connected bio-refineries.
STMicroelectronics reveals advanced ultra-low-power STM32 microcontrollers for industrial, medical, smart-metering, and consumer applications
STMicroelectronics, a global semiconductor leader serving customers across the spectrum of electronics applications, has introduced a new generation of energy-conscious and cost-effective microcontrollers (MCUs) that can reduce energy consumption by up to 50% compared to previous product generations. This enables less frequent battery replacements, minimizes the impact of discarded batteries, and allows more designs to go battery free running solely from an energy-harvesting system such as a small photovoltaic cell.
In the global pursuit of sustainability, technologies deployed in smart buildings and Internet of Things (IoT) applications are critical tools for managing energy and resources efficiently. At the heart of the smart sensors and actuators making them possible, ST’s microcontrollers manage the processes that collect, filter, analyze, and act, communicating with high-level applications in the cloud. There are billions of these MCUs in action already and the expansion of smart living and working will demand billions more.
“It’s vital that these pervasive devices consume as little energy as possible as they help to minimize waste elsewhere. The new STM32U0 microcontroller series we are introducing today takes this notion to a new level, building on our proven ultra-low-power technologies,” explained Patrick Aidoune, General Purpose MCU Division General Manager, STMicroelectronics. “In fact, our new MCUs consume so little power that small devices in some dedicated applications like industrial sensor management can run for twice as long from the same size battery. This comes with the opportunity to add more advanced features and deliver cost-effective solutions for a variety of industrial, medical and consumer devices.”
The new STM32U0 MCUs enable this great leap in energy efficiency through a combination of their state-of-the-art design techniques and advanced manufacturing process. These include extremely low static power consumption in standby mode and superior wake-up performance, enabling the MCU to spend more time in power-saving sleep modes to minimize average energy demand.
One lead customer, in the security-systems market, is using the STM32U0 in security cameras to wake the device when motion is detected and thus enhance surveillance while saving energy. Another has created ultra-long-lasting smoke detectors, while a further application, by Ascoel, is using the STM32U0 to manage power-conscious functions of a water meter.
“Ascoel builds a wide range of innovative electronic devices with a focus on IoT technologies. We are working to design an ultrasonic water meter, with battery lasting for more than 10 years, integrating an LCD screen for real-time data, as well as the necessary security,” said Francesco Cerretani, Senior Software Developer, Ascoel. “We found that the STM32U0 was the perfect solution, supporting our goal to create a low-cost, ultra-low-power, easy-to-install, zero maintenance, precise water meter. When deployed at scale in the customer’s grid, it will improve control over water leakage and contribute to reducing the environmental impact.”
The STM32U0 enhances cost-effectiveness by providing an LCD segment display controller. Devices with an LCD, like Ascoel’s water meter as well as thermostats, smart retail labels, access-control panels, and factory automation can take advantage of this to reduce the cost of their PCB. Additional value-added features of STM32U0 MCUs include numerous analog peripherals like analog-to-digital converters (ADC), digital-to-analog converters (DAC), operational amplifiers, and comparators. There is also an on-chip system oscillator that helps cut the bill of materials to save costs and PCB space.
STM32U0 devices are the first MCUs running on Arm® Cortex®-M0+ targeting SESIP Level 3 and PSA level 1 focusing on firmware code protection. Certification provides an independent assurance of the STM32U0 security capabilities that product manufacturers can leverage to comply with the coming voluntary US Cyber Trust Mark and mandatory EU Radio Equipment Directive (RED).
Developers can also take advantage of up to 256KB of Flash, package options up to 81 pins, and 56MHz core speed, which are generous specifications for this class of device.
The STM32U0 series is in production now and ST is making the new devices available at an attractive price point starting at $0.68 for 1,000 units. Sample requests and further pricing options are available from local ST sales offices.
For more information, please go to www.st.com/stm32u0.
Titan Enterprises Analyses Solutions for Low Flow Liquid Measurement
The measurement of low flow is becoming widely used in many industries. However, the smaller the flow, the trickier it is to control and measure, and finding a suitable flow measuring technology at reasonable cost can prove challenging for both users and flow sensor manufacturers.
There is no set definition for ‘low flow’ in terms of measurement limits for fluidics handling. However, low-flow applications encounter amplified flow stability and performance issues not seen in larger flows. The minimal liquid volume being measured in low flows renders them highly sensitive, such that even the slightest disruptions in process or ambient conditions can exert a substantial impact on flow stability.
Within the markets Titan Enterprises operates in, we consider low flow rates as those below 50 ml/min, with many customers seeking flow rates of between 2 and 20 ml/min.
Neil Hannay, Titan’s Senior R&D Engineer observes: “We are certainly seeing an increase in demand for low flow measurement technologies driven by various industries moving towards transporting heavily concentrated liquids, which are then diluted at the point of use. This translates into huge savings on transport and storage costs and also has a positive environmental impact.”
Whether cleaning fluid additives, syrups and flavourings for beer or soda, chemical additives for oil and fuel, paint pigments or administering drugs, low flow flowmeters are required to dose these concentrated fluids at the end process, dispensing the precise amount of liquid to the correct dilution.
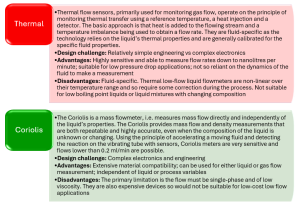
As mentioned, measuring low flow is a challenging application to satisfy. The amount of energy available in low liquid flow is unlikely to be sufficient to drive most mechanical flowmeters to give linear results. By comparison, electronic flow meters can be limited by sensitivity, zero drift and slow response times. Here we analyse 5 types of flow meter – Ultrasonic, Turbine, Oval Gear, Thermal and Coriolis – and their suitability for low flow measurement.

As flowmeters can be the most limiting component of a low flow fluidic system, it is essential to choose the most suitable high-precision flow sensor for your application.
“We know there is a strong market for low flow meters and we are currently working with two international OEMs to develop a solution for measuring ultra-low flows using our oval gear technology and miniaturised gears,” says Neil.
Visit Titan Enterprises’ website for further information on low flow measurement or to discuss specific technical applications, please contact Titan Enterprises on +44 (0)1935 812790 or email sales@flowmeters.co.uk.

Leveraging OEE Insights to the Fullest
In the fast-paced manufacturing environment, we understand the challenges that manual data capture poses – inaccuracies, uncertainty about machine statuses, and missed opportunities for process improvement. This can make managing or supervising these operations difficult, as not having a clear view of when your machines are running or stopped can severely hinder operations.
This is where PlantRun steps in. As a straightforward solution designed to address these pain points, PlantRun provides real-time insights into your production processes, eliminating the guesswork associated with manual tracking. This means you can accurately monitor machine statuses, identify bottlenecks, and make informed decisions to enhance overall efficiency.
The benefits it can provide include increased productivity, reduced production costs, improved responsiveness to customer needs, and a rapid system payback, typically in less than 12 months. PlantRun isn’t just a tool; it’s essential for achieving operational excellence in your manufacturing processes.

Leveraging OEE Insights to the Fullest
PlantRuns comprehensive OEE data equips manufacturers to:
- Identify Operational Patterns: Analyse OEE data to recognise recurring challenges and operational trends, facilitating targeted interventions.
- Prioritise Enhancement Initiatives: Concentrate efforts on addressing the most impactful factors influencing OEE to maximise the returns on improvement endeavours.
- Track Progress Over Time: Monitor OEE trends to evaluate the effectiveness of implemented enhancements and adjustments.
PlantRun empowers manufacturers to target and increase equipment efficiency, prioritise enhancement initiatives, and achieve substantial improvements in OEE metrics. This means you can expect to elevate productivity, streamline operational processes, and beat the competition, even in the extremely competitive environment of modern manufacturing.
Precision in OEE Cause Analysis
It doesn’t just calculate OEE metrics; PlantRun also provides manufacturers with a detailed breakdown of the factors that contribute to a decrease in efficiency. This information equips manufacturers with a detailed understanding of the factors affecting equipment performance. This allows them make data driven decisions, to improve their performance.

PlantRun in Action
A bottling plant recently implemented a PlantRun system to monitor their production lines, and they are now reaping the benefits of it. When asked about how PlantRun has helped streamlined their process, their manufacturing manager responded…
“Initially in the early roll out of PlantRun we were unaware of the lost time that issues with line build back, and constant stop starting of the production line were amounting to. PlantRun enabled us to see that short stoppages are the main driver of downtime. By analysing and using this data, we found that overall balancing of the line was crucial to minimising short stoppages.”
By looking at optimum run rates identified by the data PlantRun collects, they were able to synchronise the speeds of the filler, labeller and packing machines to reduce downtime significantly. The results were clear to see for the manufacturing manager who added, “immediately we saw improvements in output and short stoppage went from hours lost to minutes per week”.
Going forward they are now extending the functionality to focus on changeovers and ensuring that there is visibility of all of the key elements. With its integration with the site’s ERP system, SKUs are automatically imported and using the works order data, PlantRun can notify relevant staff about upcoming changeover events.

Designed to Solve Manufacturing Problems
We design our software with your pain points in mind.
- Knowledge base of over 40 years
- Fits to any type of asset, whether that is a machine, production line, work cell, or manual operation
- PlantRun can be scaled up from monitoring one to hundreds of assets
If you have a manufacturing related challenge, you can bet that we have something for you.
Not just an OEE tool, PlantRun is the full production monitoring package.
If you would like to learn more about PlantRun, and how you could implement it within your process, fill out the form on our website and we can contact you to discuss your requirements in further detail. All quotes are free with no obligation too.
If you have any questions or require further information, please feel free to contact our sales team at sales@tascomp.com – we are happy to help!
REO UK Showcases Robust Power Testing Solutions at EMC & CI Exhibition
 REO UK, a leading provider of innovative electrical solutions, is excited to announce its participation in the upcoming EMC & CI Exhibition at Newbury Racecourse in Berkshire. The event is a premier platform for professionals in electromagnetic compatibility (EMC) and critical infrastructure (CI) industries to explore the latest technological advancements and connect with industry leaders.
REO UK, a leading provider of innovative electrical solutions, is excited to announce its participation in the upcoming EMC & CI Exhibition at Newbury Racecourse in Berkshire. The event is a premier platform for professionals in electromagnetic compatibility (EMC) and critical infrastructure (CI) industries to explore the latest technological advancements and connect with industry leaders.
At the exhibition, REO UK will be prominently featured at Stand 4, where the company will proudly showcase its extensive range of transformer-based AC/DC power supplies and Loadbank solutions. With a commitment to delivering high-performance and reliable solutions, REO UK has become a trusted partner for businesses seeking advanced power testing equipment, especially in the EV, railway traction, and motor drive industries.
REO remains one of the oldest manufacturers of Variable column-type transformers; these are used whenever smooth adjustment of output voltages at high currents and constant sine form is needed. REO – Variable Transformers use low-loss core material; the insulated flat copper conductor is edge wound and fixed onto epoxy fiberglass tubes, vacuum-impregnated, and dried. The roller brush system is fitted with electro-graphitized pure carbon, which provides excellent conduction and minimal wear. Full-rated current can be drawn independently of the brush position. The variable column-type transformers are designed for continuous operation but can provide high levels of overload; for example, a type REO Variable Transformer can operate at ten times their nominal rating for several seconds.
Variable transformers can control the primary windings of fixed transformers to generate high voltages or currents. They can also provide electrical isolation at the output to increase safety in the testing environment.
Interfaces such as Modbus/TCP, Profibus or Profinet can be built as an additional option to allow the external operation of the equipment easily. This innovative feature lets you operate our equipment remotely, even from different workstations; this saves expensive laboratory space and allows you to set up the power sections elsewhere, giving you more control over your operations. The customer can specify the parameters or functions that are to be available on the bus. In complex installations, REO also provides facilities for local operation to allow more straightforward commissioning or in case of bus failure.
Key Highlights of REO UK’s Exhibition:
Transformer-Based AC and DC Power Supplies: REO UK’s range of transformer power supplies are designed to meet the diverse needs of industries requiring robust and versatile power for testing applications. The showcased products will demonstrate the company’s expertise in developing solutions that enhance reliability, quality, and standards conformity.
Inductive and Resistive Loadbanks: Visitors to the REO UK booth will have the opportunity to explore the company’s inductive and resistive loadbanks, which play a crucial role in testing and validating power systems. These loadbanks are engineered to simulate real-world conditions, ensuring the reliability and durability of customer products.
Expert Guidance: REO UK’s team of experts will be on hand to provide insights into the latest trends in power testing applications, offer product walkthroughs, and address any inquiries from attendees.
Steve Hughes, Director of REO UK, said, ‘REO’s range of Test Equipment is unusual in that it is transformer based, so it doesn’t cause issues with EMC, and it is very resilient – meaning there are specific applications where it is far better than more modern solutions, the event will provide a unique opportunity for REO UK to connect with attendees and to demonstrate what sets the company apart in the industry.’
OKW’s HAND-TERMINAL Plastic Enclosures Now In Two Versions
 OKW’s HAND-TERMINAL industrial electronic enclosures are now available with either a closed top for a keypad or an open top for a front panel assembly.
OKW’s HAND-TERMINAL industrial electronic enclosures are now available with either a closed top for a keypad or an open top for a front panel assembly.
These heavy-duty handheld plastic enclosures are ideal for machine control, mobile terminals, measurement, programmers and data collection.
Optimum weight distribution and a contoured hand grip on the underside make HAND-TERMINAL comfortable to hold.
HAND-TERMINAL (IP 65 optional) can be specified for cable-connected or battery-powered (4 x AA, 1 or 2 x 9 V) electronics. The front has a large recess for connectors. Inside there are PCB fastening pillars.
These 220 x 120 x 65 mm enclosures are moulded from tough PC+ABS (UL 94 V-0) in off-white (RAL 9002) and black (RAL 9005) as standard.
Accessories include battery compartments, battery clips, a plug-in contact (9 V), a battery spacer, an aluminium front panel, sealing kits and self-tapping screws.
OKW can supply HAND-TERMINAL fully customised. Services include CNC machining, lacquering, printing, laser marking, decor foils, EMC shielding and installation/assembly of accessories.
For more information, view the OKW website: https://www.okw.co.uk/en/Plastic-enclosures/Hand-Terminal.htm
OKW ENCLOSURES LTD
Tel. (01489) 583858
Email: sales@okw.co.uk
Sensor Fittings From Labfacility
 Installing temperature sensor assemblies into thermowells or directly into the process will normally require the use of brass or stainless-steel fittings.
Installing temperature sensor assemblies into thermowells or directly into the process will normally require the use of brass or stainless-steel fittings.
Adjustable compression fittings are used directly on probes to achieve the required insertion length in the process and to ensure the proper seating of probes into thermowells.
Adjustable flanges can similarly be used to secure the sensor assembly into the process.
Bayonet caps provide a method of quick fitting into suitable adapters located in the process; this technique is widely used in plastics machinery.
Compression fittings and threaded bushes can be supplied with tapered threads to achieve a pressure-tight connection.
Labfacility offer a range of components and fittings for sensor manufacture:
Compression fittings are used directly on probes to achieve the required insertion length in the process and to ensure the proper seating of probes into thermowells. Available in Brass or Stainless Steel.
 Stainless Steel and Brass Compression Fitting Olives. Available to suit probe diameters ranging from 1.0mm to 8.0mm
Stainless Steel and Brass Compression Fitting Olives. Available to suit probe diameters ranging from 1.0mm to 8.0mm
Stainless Steel and Brass Locknuts. Various Thread Types available for different applications.
Pot Seals available in two types: Plain bodied potting seals to house the transition joints of sensor to extension leads. Threaded potting seals to house the transition joints of sensor to extension leads.
A nipple has external threads at each end, for connecting two other fittings. A plug closes off the end of a pipe. Both available in stainless steel.
 A reducer allows for a change in size to meet specific requirements of the application.
A reducer allows for a change in size to meet specific requirements of the application.
Many alternative types of terminal heads are available to meet the requirements of various applications. Variations exist in size, material, accommodation, resistance to media, resistance to fire or even explosion and in other parameters.
Thermocouple and platinum resistance thermometer connection blocks.
Terminal blocks come in many different types and sizes to suit your terminal head.
Thermopockets are tubular fittings used to protect temperature sensors installed in industrial processes. A thermopocket consists of a tube closed at one end and mounted in the process stream. Fabricated or solid drilled, Available in stainless Steel in various sizes.
Flanges can be used to secure the sensor assembly into the process.

Bayonet caps provide a method of quick fitting into suitable adapters located in the process; this technique is widely used in plastics machinery.
Two types available, compression or grub screw.
If you can’t find what you need, Call or email our technical sales team on +44 (0) 1243 871 280 or sales@labfacility.com for help with product selection and technical support.
We offer comprehensive reference guides for users of thermocouples, PRTs and thermistors and associated instrumentation.
Detailed enough for engineers and scientists, it is also suitable for technicians and students. Written with practical bias, the guides contain considerable reference data and basic theory and is therefore of great value as a training aid for those entering the field of temperature measurement and control.
The broad scope of the guides includes detailed temperature sensor guidance, sensor theory and practice and comprehensive applications guidance. The guides describe temperature control, transmitters, instrumentation and data acquisition and a reference section carries that has a wealth of data on thermocouple and platinum resistance thermometry.
The emphasis is on practical aspects, but the basic theory and applications aspects will be of particular interest to students and apprentices.
Click to view: Technical Resources
Labfacility are the UK’s leading manufacturer of Temperature Sensors, Thermocouple Connectors and associated Temperature Instrumentation and stockists of Thermocouple Cables.
The Company has been trading since 1971 and is ISO 9001 accredited. We have two UK sites – West Sussex and South Yorkshire and export to over 85 countries, Shipments are made to world-wide destinations on a daily basis.
In addition to the stocked items, Labfacility also offers bespoke Temperature Sensors. We are specialists in the design and manufacture of custom-built temperature sensors at our 18,000 square foot Yorkshire plant located in Dinnington. We also offer a wide range of components and fittings for sensor installation.
Quality and Service are key elements in the continued growth of Labfacility; technical support for both sensing and instrumentation is always freely available from our experienced technical sales teams.
For all sales enquiries please contact us as follows:
Website: www.labfacility.com
Email: sales@labfacility.com
Tel: +44 (0) 1243 871280
Tel: +44 (0) 1909 569446
ifm takes conductivity sensing to the next level
 The new LDL101 conductivity sensor from ifm electronic accurately measures conductivity levels as low as 0.04 µS/cm, as well as offering high resolution that allows even small deviations from target values to be detected reliably. These features make the LDL101 an ideal choice for monitoring water quality where the highest level of purity is a critical requirement. The sensors have EHEDG hygienic approval and 3A certification is pending.
The new LDL101 conductivity sensor from ifm electronic accurately measures conductivity levels as low as 0.04 µS/cm, as well as offering high resolution that allows even small deviations from target values to be detected reliably. These features make the LDL101 an ideal choice for monitoring water quality where the highest level of purity is a critical requirement. The sensors have EHEDG hygienic approval and 3A certification is pending.
Typical application areas are in the food and beverage industries, in the pharmaceutical sector, in the manufacture of semiconductors, and in energy production.
Completely self-contained, LDL101 conductivity sensors have a measuring range of 0.04 to 1,000 µS/cm and feature an IO-Link digital interface that allows measurements to be transferred accurately to the control system even in the presence of high levels of electrical noise. The IO-Link interface can also be used to set scaling factors and other operational parameters.
The sensor bodies are manufactured from high-grade corrosion-resistant stainless-steel and have a standard G1/2 external thread. As an aid to easy installation, ifm offers an extensive range of optional mounting adaptors for pipes and tanks.
 To facilitate use even in demanding environments, including those where CIP is used, the LDL101 sensors have an IP68 ingress protection rating and a wide operating temperature range of -25 to +100 ºC, which is further extended to +150 ºC for a maximum period of one hour. In addition, they have a pressure withstand capability of 16 bar.
To facilitate use even in demanding environments, including those where CIP is used, the LDL101 sensors have an IP68 ingress protection rating and a wide operating temperature range of -25 to +100 ºC, which is further extended to +150 ºC for a maximum period of one hour. In addition, they have a pressure withstand capability of 16 bar.