|
Semiconductor tools with gas lines, fore lines and exhaust lines require precise heating and thermal process control. Traditional systems are complex and often fail to offer sufficient thermal data and heating control. Without optimal thermal performance, line shutdowns are inevitable and costly. Here, Eric Ellis, Principal Engineer at industrial technology company Watlow, explores how adaptive thermal systems (ATS) can prevent this and supports uniformity in gas line heating systems. Semiconductor manufacturing needs to be a tightly controlled process, especially when it comes to thermal changes of materials and components. When the process is not properly controlled, small issues build until a shutdown is imminent, causing loss in time and revenue. These issues tend to revolve around three limitations of traditional thermal systems. This includes thermal stability, lack of thermal data and the complexity of the system itself. Lack of thermal data and precise control The inability to track thermal data prevents manufacturers from maintaining the health of the thermal system. Even a brief fluctuation in temperature can create a phase shift, causing gases to condense around apertures and critical components of the heating system. It is precisely that condensation that leads to issues, further disrupting thermal stability and eventually causing more severe problems. Without a central system to collect and monitor thermal performance, traditional systems fail to provide precise control. The semiconductor market goes through business cycles where supply struggles to meet demand. Consider the semiconductor chip shortage that turned the automotive industry upside down due to the COVID-19 pandemic. With real-world barriers to surmount during unprecedented times, the last thing a business needs to deal with is preventable operational shutdowns. Thermal stability and complexity To achieve the best fabrication results, process gas must be dispersed at the required flow rate and precise temperature. During gas flow and distribution, it is vital that thermal issues are minimized. Engineers and designers are tasked with designing and maintaining thermal processes within semiconductor manufacturing. In traditional systems, this often means more sensors and controllers. Each gas line requires an independent controller, each of which must be carefully monitored to ensure the system functions properly. More devices mean more complexity, and often they do little to address the core issues of creating overall temperature uniformity. Installation and maintenance of these varying components is also cumbersome. Maintaining them, and the maze of wires they create, can lead to costly and time-consuming maintenance for engineers. The power of ATS To address thermal data needs, ensure thermal uniformity and reduce the complexity of line systems, Watlow offers a solution with its STREAMLINE™ heating system. The heating system has three main components including an EZ-ZONE® RMT controller supported by ATS technology, silicone rubber heaters and lastly, a communications device. ATS is a suite of technologies designed by Watlow to combine heating, sensing and control through a simpler system that is more responsive and efficient. It is the core of what makes the STREAMLINE heating system less complex and more efficient than traditional thermal systems. Not only does the technology allow for real-time data, but zones can also be highly configured while reducing the amount of space required. STREAMLINE system uses ATS technology to reduce the system’s complexity. Because heating components can also act as sensors, the need for wires and extra components is massively reduced. Furthermore, the sensors can read the temperature at the surface of the gas lines, resulting in greater responsiveness to prevent line shutdowns and unnecessary waste. A major benefit of the STREAMLINE system is the reduction in temperature variance, which can be halved with ATS technology. With quick responsiveness and precise temperature monitoring from a central controller, the STREAMLINE system provides significantly more data and control during the thermal process. Without sufficient thermal data and heating control, semiconductor manufacturers face costly shutdowns that reduce output and increase waste. These headaches are solved with a technology suite that combines sensing and heating, providing real-time data with increased thermal responsiveness and improved temperature uniformity. Watlow provides semiconductor development teams with innovative thermal systems that give equipment manufacturers a unique competitive advantage. To learn more about our solutions visit watlow.com
|

Sharing the latest remote monitoring insights
|
Remote monitoring specialist Omniflex has relaunched its customer newsletter, Omnifacts, to help customers stay up-to-date with the latest industry insights and case studies covering diverse topics including remote monitoring, cathodic protection (CP), wireless telemetry and alarm annunciation. The quarterly publication which has been on hiatus since 2009, will prove helpful for customers thanks to its well-tailored blend of industry overview articles, technical article abstracts, project case studies, product spotlights, fresh news stories and team profiles. Issue one of Omnifacts is now available on Omniflex’s website. In its first issue in over a decade, Omnifacts introduces you to some of Omniflex’s team, new and old. It also presents a case study of the company’s work with New South Wales Ports to install a remotely monitored hybrid CP system at its Bulk Liquid Berth 1 site and shares news on a new project win in the nuclear industry with Sellafield Ltd. Furthermore, the newsletter also shares three technical article abstracts in the areas of wireless telemetry, alarm annunciation and CP systems. So, no matter your area of interest, Omnifacts has something for you. “Relaunching Omnifacts allows us to connect with our new and existing customers, share interesting technical stories from our recent work and, ultimately, better communicate how we can help them overcome any challenges they face,” explained Gary Bradshaw, director of Omniflex. “Often customers know us for one thing, whether it be remote monitoring, legacy alarm replacements, cathodic protection or telemetry systems. Omnifacts allows us to share everything we do in one place and show businesses across most industrial sectors that we can help them with more applications than they realise.” Originally launched in 1998, Omnifacts began as a quarterly newsletter giving insight into Omniflex’s news and products and shared stories about the people behind the company. After going on hiatus in 2009, Omnifacts returns now with renewed focus on problem solving and helping customers solve any challenges they might face.
|

PEI Connects podcast explores future of EV e-mobility market
|
Connector manufacturer PEI-Genesis has released the second episode of PEI Connects, its podcast focused on raising awareness of electrical connectors in industry. The latest episode explores the diverse landscape of the EV e-mobility market, along with the unique connector challenges this brings. This includes everything from lightweight materials, safety considerations and the diverse needs of customers designing EVs for land, sea and air. In this latest episode, host Zafar Jamati speaks to Hans Wegendal, regional sales manager Scandinavia at PEI-Genesis. Hans discusses how the transportation sector is seeking greener alternatives to combat carbon emissions, and how this has resulted in the global push towards EVs expanding beyond conventional cars. The discussion builds on the first episode, where Jonathan Parry, Senior Vice President and MD Europe at PEI-Genesis, explored a watershed moment in the EV industry ¾ the announcement of VW’s affordable ID2All. In this episode, Hans dives deeper into what this means for e-mobility in the coming years. “We’re witnessing rapid growth in this burgeoning EV e-mobility market,” said Wegendal. “Over the last few years, the EV market has expanded beyond cars and trucks, and we’re seeing everything from scooters, boats, bikes, surfboards, buses and even planes being electrified. While this is a very exciting development, it also poses some unique challenges for electrical connectors that are used in these vehicles. “We’re helping many of our EV customers overcome their connector challenges, across design engineering, materials science and regulatory compliance. This includes the need for lightweight components in aircraft to considerations of ingress, high power, and signals in a diverse range of new EV formats.” “This episode with Hans commences by addressing the pressing question of the future of transportation, acknowledging the transport sector as the world’s second-largest contributor to carbon emissions,” said host Jamati. “With the International Energy Agency reporting nearly eight gigatons of CO2 from the transport sector in 2022, the episode sets the stage for understanding the pivotal role of EVs in combatting climate change – and the crucial role that connectors have to play.” PEI-Genesis is positioned as a global company with the capability to address the diverse needs of customers in the e-mobility market. With a focus on high-quality connectors and cable solutions, PEI-Genesis offers a range of options, from small connectors for personal vehicles to high-power, high-current connectors for larger EVs used for public transport. Future episodes of the PEI Connects Podcast will cover a range of topics, including technical innovations in the connector market, the use of industrial AI in warehouse automation, and navigating global supply chain issues. The second episode of the PEI Connects Podcast is available now to stream on all major podcast platforms, including Amazon, Apple Podcasts, Google Podcasts, and Spotify.
|

Striving towards zero leakage
|
Clean drinking water and sanitation are fundamental to human well-being. Despite this, it’s estimated that 30 per cent of the water put into pipes is lost before it reaches consumers. Here, Barbara Hathaway, Technology Leader (Leakage Solutions), and Katie Good, Vice President, Operations explain how Enigma acoustic leak loggers and advanced cloud-based monitoring and analytics solutions can identify and address water and wastewater management issues. According to Ofwat, water firms in England and Wales lost one trillion litres via leaky pipes in 2021 — an average of 2,923.8 million litres of water a day, which The Guardian reports is equivalent to “426,875 Olympic swimming pools”. Water losses are a global problem, both in developed and developing nations. Although the UK is often perceived as water-secure, many of its regions face water scarcity. Another critical concern revolves around sewage discharge. It’s a hot topic in the UK, and while it’s easy to criticise water companies for polluting waterways, it’s vital to understand the impact of climate change. More frequent wet weather events overload the system, leading to unintended discharge. This not only affects human health but also has far-reaching consequences for the environment. So, what can be done? Fortunately, innovations in remote monitoring and control technology play a pivotal role in transforming water management. Fixed network solutions One answer lies in fixed network acoustic logging solutions, which have been a game-changer in the last few years. These devices are installed permanently on water networks, where they listen for signs of water escaping and indicate potential leaks. Ovarro’s patented solutions for accurate leak detection include Enigma3M, an advanced correlating acoustic leak logger for pinpointing leaks remotely in metal pipes, and Enigma3HYQ, a variant designed using hydrophone technology which can accurately locate leaks in buried pipes, of any material, over long distances. The benefits to customers are substantial. Thames Water, for example, strategically placed Enigma3hyQ loggers in 110 district metered areas (DMAs) to gain daily leak updates, reducing in-house data analysis and expediting detection. It uses the loggers as part of Ovarro’s LeakNavigator end-to-end service comprising the advanced acoustic leak loggers, cloud-based analytics software and Ovarro’s own in-house leakage expertise. With 3,450 Ovarro loggers in 110 DMAs, LeakNavigator identified and categorised 788 leaks in just 20 weeks, saving 5.78 megalitres daily. The data collected from these loggers provides daily updates on potential leaks, enabling Thames Water to proactively identify and address issues. Pollution monitoring Another example is Anglian Water that uses Ovarro’s BurstDetect, a cloud-based platform designed to detect sewer blockages and bursts. This system relies on unique algorithms which use existing data from wastewater pumping stations. BurstDetect provides real-time monitoring and alerts for potential burst events, allowing Anglian Water’s maintenance crews to respond immediately and prevent environmental damage. This pioneering use of cloud-based technology marks a significant stride towards Anglian Water’s 2025 goal of eliminating serious pollution events, showcasing the benefits of collaborative, sector-driven technological advancements. Cloud platforms In both cases, Ovarro’s cutting-edge cloud platform solutions like LeakNavigator and BurstDetect, play a crucial role in enhancing the efficiency and effectiveness of leak detection and pollution prevention efforts. These affordable and scalable solutions can also bridge the water management gap between developed and developing nations by better identifying unique problems and matching these to unique solutions — whether the problems are in the United Kingdom or South Africa. Zero leakage It is important to emphasise that there is more to these solutions than installing hardware and software, and letting it run. Human expertise is also essential. That’s why Ovarro offers support, whether through training staff or providing services to analyse data. This ensures that customers maximise the efficiency of these technologies, focusing on their core business areas. Going forward, the water management industry must strive for a zero leakage target. There’s a long way to go to achieve this ambitious goal, and it will necessitate a collective effort from water companies, suppliers and tech experts, all leveraging advancements in the field. To this end, Ovarro’s solutions go beyond leak detection, encompassing pollution prevention through technologies like its Enigma3M, LeakNavigator and Burst Detect. These tools play a crucial role in maintaining water network integrity and averting pollution incidents. Safeguarding clean water and preventing pollution requires a united front. Through innovative technologies and collaborative partnerships, we can transform water and wastewater management, securing a sustainable future.
|


Farnell offers Analog Devices’ latest power solutions
Farnell has announced the availability of the latest power products by Analog Devices, Inc. (ADI). These newly introduced power management ICs and converters are engineered to meet the most stringent power requirements, boasting cutting-edge design and packaging technologies.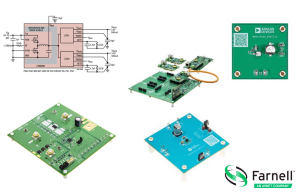
Jose Lok, Product Category Director, Semiconductors at Farnell, said: “We are thrilled to have such a vast selection of ADI products in stock, including an impressive range of power products. Our work with them allows us to stay ahead of the curve and bring the latest and greatest technology to our customers. We are committed to providing them with the most innovative products, and this recent stock influx is a testament to that.”
The latest ADI power products now stocked by Farnell include:
- LTM8080: The LTM8080 40VIN μModule® regulator is capable of providing dual 500mA or single 1A ultra-low noise, ultra-high power supply rejection ratio (PSRR) to a wide range of applications. Designed to meet the most demanding requirements of RF power supplies, the μModule regulator is exceptionally suited for PLLs, VCOs, mixers, and LNAs. It is also suitable for applications where very low noise instrumentation is critical, such as high-speed, high-precision data converters. Medical applications can also benefit greatly from its use, particularly imaging and diagnostic equipment, where high accuracy and reliability are paramount.
- MAXM17572AMC+ and MAXM17572EVKIT#: The DC/DC POL converter synchronous buck and evaluation board, consisting of MAXM17572AMC+ and MAXM17572EVKIT#, is a powerful tool designed for a wide range of industrial applications. The converter is capable of distributed supply regulation, making it exemplary for use in FPGA and DSP point-of-load regulators, as well as base station point-of-load regulators. Additionally, it can be used in HVAC and building control applications.
- LTC4286 and EVAL-LTC4286-A1Z: The LTC4286, paired with the EVAL-LTC4286-A1Z evaluation board, serves as an advanced hot-swap controller This versatile combination is specifically designed to excel in various applications, including high-availability server backplane systems, distributed power systems operating at 12V, 24V, 48V, and 54V, and industrial settings. The LTC4286 offers robust performance and reliability, making it an important component for systems where uninterrupted power delivery and protection against power faults are paramount.
- LTC9111 and EVAL-SPoE-KIT-AZ: This single pair over Ethernet technology is tailored to excel in a range of crucial power and data applications. These include building automation, factory automation, security systems, and traffic control systems. The EVAL-SPoE-KIT-AZ evaluation kit showcases the interoperability of LTC9111 (PD) to deliver power over single pair Ethernet, allowing for superior performance and efficiency. This is an essential component for systems that demand reliable power distribution and management within the realms of these critical applications
- MAX25263 and MAX25262: The MAX25263 and MAX25262 are high-performance 2A and 3A mini buck converters designed for automotive use. They offer impressive capabilities with a 65V input, low Iq, and low EMI. These versatile components are well-suited for a range of automotive applications, such as automotive instrument clusters, distributed DC power systems, dual-battery automotive systems, and navigation and radio head units.
- MAX66301-25XEVKIT: This system includes a MAX66250 tag and a MAX66301 evaluation kit. The MAX66301 evaluation kit supports both an ISO 15693 RFID reader and a SHA-3 DeepCover® Secure Authenticator coprocessor. The MAX66301-25XEVKIT is a versatile solution tailored for a wide range of applications. It is particularly well-suited for the authentication and calibration of medical sensors, the configuration and monitoring of disposable peripherals, asset tracking, and securing NFC-enabled embedded systems. Its advanced features provide a contactless solution for product verification and the secure management of features and peripherals in diverse applications.
- LTC3313 and EVAL-LTC3313EV-A-Z: This versatile, high current 15A setup of the LTC3313 and companion eval board EVAL-LTC3313EV-A-Z caters to a wide spectrum of applications, spanning the automotive, industrial, and communications sectors. It also finds its place in server and telecom power supply units, contributing to efficient and reliable power management. Furthermore, it’s an extraordinary choice for distributed DC power systems (POL) and serves as a dependable source for FPGA, ASIC, and microprocessor core supplies, helping to ensure stable and optimized power delivery.
- MAX25169ATM/V+ and MAX25169EVKIT#: This I²C-controlled 6-channel backlight driver with ASIL B features offers a host of impressive features and benefits. The MAX25169ATM/V+ and the MAX25169EVKIT# showcases hybrid dimming, enhancing both EMI and acoustic performance while achieving a higher dimming ratio. Additionally, it demonstrates a smooth fade in/out function for seamless brightness transitions. With a designed thermal foldback feature, I²C programmability, and full sequencing flexibility, this driver provides an exceptional degree of control and adaptability, making it a valuable addition to automotive applications.
- LTM4702EY#PBF and EVAL-LTM4702-AZ: The LTM4702 is a complete 8A step-down Silent Switcher® μModule regulator in a tiny 6.25mm × 6.25mm × 5.07mm BGA package. It employs Silent Switcher architecture with internal hot loop bypass capacitors to achieve both low EMI and high efficiency, which makes the device ideal for noise sensitive applications such as telecom, networking, and industrial equipment.
- MAX17554 and MAX17554AEVKIT#: The MAX17554, coupled with the MAX17554AEVKIT#, represents a highly integrated DC/DC converter solution, designed with an impressive capacity of 60V and 50mA output, all packed into an ultra-compact form factor. This feature-rich DC/DC converter caters to a variety of essential applications. It finds its place in factory automation, where efficiency and reliability are critical for smooth operations.
The latest ADI product releases are now in stock at Farnell in EMEA, Newark in North America, and element14 in APAC.

ABB wins global consulting firm’s Company of the Year award for excellence in emissions monitoring
|
ABB has earned this year’s Frost & Sullivan Company of the Year Award in the global emissions monitoring systems industry. Frost & Sullivan’s global team of Growth Pipeline experts chose ABB based on its visionary understanding of future world challenges, the deployment of best practices and strategic analytics, as well as innovation and technical expertise in emissions monitoring and methane gas leak detection. According to Frost & Sullivan, ABB is shaping industry trends and supporting customers across a complex landscape of stringent emissions regulations. “There has been a long-term commitment from ABB to the development of multiple innovative emissions monitoring and gas leak technologies that serve the broadest industry sectors worldwide,” said Jean-Rene Roy, Global Business Line Manager, ABB Measurement & Analytics. “It is fantastic that Frost & Sullivan has recognized our collective achievement and leading technology through this award, and I would like to thank my team for their continued dedication to the cause.” The lasting impact of greenhouse gas emissions and more stringent regulations means that carbon-intensive industries are increasingly demanding emissions management and reduction solutions. For example, the EU recently announced a first-ever regulation to curb methane emissions from energy companies, while in the United States, current regulations require oil & gas companies to accurately measure methane emissions. According to Frost & Sullivan, ABB’s high-quality, digitally enabled products and solutions for measuring processes and greenhouse gas emissions, detecting gas leaks, and optimizing production drive cost-effective compliance and long-term efficiency. ABB’s extensive instrumentation and gas analyzer portfolio includes continuous emissions monitoring systems (CEMS) used in power generation, chemicals and refineries, waste incineration, co-combustion, marine and other applications. The portfolio also comprises the ABB Ability™ Natural Gas Leak Detection Solutions, a comprehensive suite which detects and maps gas leaks with unrivalled accuracy. In addition, ABB has been at the forefront of greenhouse gas sensing from space for over two decades. Collaborating with major space agencies worldwide has given the company a competitive edge. ABB applies its vast expertise acquired in high-profile government space missions to the private sector to strategically modernize the area and continue to make advancements in the space industry. With the aim of achieving collective, coordinated action on a global scale, the US Department of Energy recently awarded ABB a grant for the development of a single repository platform that will aggregate, analyze, and visualize methane data from multiple sources for the first time. The vital platform will allow for a significant reduction of methane emissions, pollution, and waste, enabling substantial progress on climate change targets. ABB’s emissions monitoring technology is also used to tackle the massive environmental problem of millions of leaking orphan oil and gas wells across the United States. The company’s high-sensitivity analyzers using OA-ICOS™ laser-based technology can detect methane emissions from decommissioned wells down to one part per billion.
|

TT Electronics receives FDA registration for Asia manufacturing facility
|
TT Electronics, a leading provider of global manufacturing solutions and engineered technologies, announced today that one of its Asia electronics manufacturing facilities has received approval from the Food and Drug Administration (FDA), through its premarket approval (PMA) supplement evaluation process, to manufacture Class IIa devices on behalf of global medical OEM customers. The FDA registration of TT Electronics’ manufacturing site in Dongguan, China underscores the company’s commitment to upholding the highest standards of quality, safety, and regulatory compliance in the provision of manufacturing solutions for global healthcare markets. “We are thrilled to announce the FDA registration of our Dongguan China manufacturing site,” commented Michael Leahan, Chief Operating Officer at TT Electronics. “TT Electronics has been supporting medical and life science innovators for over a decade. This achievement is a testament to our relentless pursuit in delivering manufacturing excellence for our customers and contributing to the development of safe and reliable medical products. “Having multiple FDA registered facilities enables TT to continue supporting our customers’ growth in international markets and reinforce our reputation as a trusted provider of electronic manufacturing solutions for products that help shape the future of healthcare.” TT Electronics continues to broaden its global manufacturing offering with a number of footprint expansions announced earlier this year. A new facility in Mexico will be operational in 2024 and will also work towards being ISO 13485 registered.
|

Bowers Group Forges Ahead in 2024 with SteelFab Attendance
As a leading name in precision measurement, Bowers Group is delighted to announce it will be participating at SteelFab 2024, scheduled to be held at the Expo Centre, Shajah, UAE, from the 8th – 11th January 2024.
Recognising the importance of SteelFab as an innovation showcase, reaching many businesses across the metal working, metal manufacturing and steel fabrication industries, Bowers Group aims to strengthen its international market presence and connect with industry peers from around the globe.
Mark Golding, Export Sales Manager at Bowers Group, said: “We’re delighted to be attending SteelFab 2024. The event is well regarded as the most comprehensive of its kind, delivering cutting-edge technology, products and knowhow to the metalworking industry. Our participation in SteelFab 2024 reflects our commitment to helping shape the future of manufacturing and engineering.”
The Bowers Team is set to showcase the impressive benefits of its Baty range, featuring the revolutionary Venture Plus XT. This versatile technology integrates profile projection, microscopy, CMM, and video inspection system capabilities in a single 4-in-1 system. As an accredited member of the Made in Britain initiative, the Baty range stands out for its exceptional quality and reliability.
Situated within the UK Pavilion, which claimed the title of the largest International Pavilion in 2023, Bowers Group is geared up to make a significant impact at the event. SteelFab 2024 serves as an impressive platform to showcase the group’s expertise in offering state-of-the-art metrology products. Visitors will gain first-hand insights into the company’s commitment to quality, efficiency, and accuracy in manufacturing and engineering.
The Expo Centre in Sharjah is strategically located in the heart of the UAE’s commercial and business hub and provides an ideal setting for the show. As Bowers Group joins the comprehensive list of exhibitors at SteelFab 2024, it highlights the group’s dedication to delivering excellence in the precision measurement landscape.
Eviden announces a joint Asset Performance Management solution with Samotics for Energy & Utilities industries
Eviden, the Atos business, leading in digital, cloud, big data and security, and Samotics, a leading provider of real-time actionable insights to eliminate industrial energy waste and unplanned downtime, today announce a new strategic partnership. The collaboration will bring a comprehensive remote asset monitoring solution to global industrial companies and deliver advanced data analytics to drive energy-efficient operations, and reduced energy waste.
Through this partnership, Eviden’s Intelligent Asset Management portfolio will be enhanced with Samotics’ predictive maintenance system SAM4, bringing to market a highly accurate, easily scalable, cost-effective, and quick to implement end-to-end remote monitoring system for industries such as water and wastewater and oil and gas, among others. With its non-intrusive sensors that are installed in the safety of a motor control cabinet, the SAM4 solution is ideally suited for hard-to-reach operational environments where the equipment is either hard-to-access (e.g. borehole pumps in the water) or is operated in harsh conditions (e.g. ATEX[1] zones).
The solution will provide advanced and automated data analytics to detect mechanical degradation, misalignment, electrical faults and other equipment failures in advance, as well as provide real-time performance insights to spot inefficient use of equipment. These concrete and actionable insights will enable companies to eliminate unplanned downtime, optimize performance, increase energy efficiency and reduce waste. With this information, the customers will be able to reduce operational and maintenance costs as well as minimize overall environmental impact.
Rita Marissen, Head of Industry Resources & Services, Northern Europe & Asia-Pacific for Eviden, at Atos Group said “The industry sectors, in particular energy & utilities, are characterized by legacy assets in need of upgrade, modernization, and digitalization due to societal, regulatory, and investor pressures. Monitoring and analysis of these critical assets is essential information to be able to optimize and improve performance. With this partnership we have boosted our portfolio with new asset performance management capabilities, driving customers’ operational resilience, energy efficiency as well as simultaneously reducing energy costs and their carbon footprint.”
Jasper Hoogeweegen, CEO of Samotics said “Our SAM4 technology is delivering significant value to global industrial companies, helping to address the challenges with unplanned downtime and energy waste. With our joint commitment to help customers improve the performance and efficiency of their critical assets, we’re excited to be partnering with Eviden to bring our proven technology to more organizations around the world and help them eliminate unplanned downtime, significantly reduce energy waste and optimize operations.
Eviden will deliver the complete Asset Performance Management solution, including implementation, integration and cybersecurity services. Samotics will provide expert fault detection and performance analysis services that offer customers real-time actionable insights into the health and performance of their industrial assets.
For more information, please go to https://eviden.com/industries/energy-utilities/
ABB launches ABB Ability Field Information Manager 3.0 to help future-proof industrial operations
|
ABB Ability Field Information Manager (FIM 3.0) has been upgraded to offer system engineers and maintenance teams increased connectivity and extended reach across the latest communication protocols. The result is enhanced operational efficiency thanks to the digital solution enabling faster, more intuitive configuration, commissioning, diagnostics and maintenance of devices. Providing heightened performance and diagnostic data collection of fleets of devices, the latest version of FIM 3.0 leverages OPC UA and PA-DIM to transport data from field devices to cloud-based condition monitoring solutions. In doing so it helps customers achieve smarter maintenance and enhances their engineering efficiency. New asset management capabilities which include increased device condition monitoring pave the way to predictive maintenance. “In the era of Industry 4.0, ABB Ability Field Information Manager empowers businesses to embrace digital transformation, ensuring flexibility, efficiency, and competitiveness across their fleet of devices,” said Stefan Basenach, Head of Process Control Platform, ABB. “With its future-proof capabilities, it helps customers enhance operational efficiency while remaining relevant as industry standards evolve”. ABB’s enhanced FIM 3.0 software serves as the bridge between IT and OT to enable data-driven decision making. Offering a wider range of connectivity options for ASi-5, PROFINET, PROFIBUS, HART IP, and HART, FIM 3.0 fits into any existing system landscape for increased plant agility. Strengthened Ethernet-APL support ensures market relevance well into the future. ABB’s Ability Edgenius Operations Data Manager further extends FIM 3.0 capabilities by enabling the collection and management of data from OPC UA making valuable information accessible for edge and cloud-based applications. Offering advanced fleet management capabilities, simplifying the monitoring and maintenance of field devices across multiple locations.
|
